ZLD systems are getting greater attention as useful wastewater treatment as well as water management solutions for complex industrial wastewaters. It is a water treatment process in which wastewater is treated, purified and recycled. The ZLD process completely eliminates liquid discharge from industry thus reduces and eliminates possibility of pollution discharge concerns and regulatory disposal norms.
In case there is no suitable recipient for treated wastewater discharge, or certain effluents are not suitable for the required level of treatment, again ZLD can be the answer.
ZLD- The principle
The principle of “zero discharge” in industrial sector is recycling of all industrial wastewater. This means that wastewater will be treated and used again in the process. Because of the water reuse, wastewater will not be released to the sewer system or surface water.
The ZLD treatment process uses sophisticated, unconventional technologies of wastewater treatment processes to limit liquid waste at the end of your process.
A well-designed, competent ZLD treatment process should be able to:
- recuperate around 95% of your fluid waste for reuse.
- handle discrepancies in waste pollution and flow.
- treat and recover valued by-products from your waste (i.e. salts and brines)
- produce a dry, solid cake for disposal.
- The system can accommodate chemical volumes adjustments.
What is the basic components of ZLD treatment system? The exact components of a ZLD treatment system will largely depend on the following:
- the volume of dissolved material present in the waste,
- the system’s required flow rate, and
- what specific contaminants are present.
But in common, a basic ZLD treatment system stereotypically includes:
- clarifier and/or reactor: to precipitate out metals, hardness, and silica.
- chemical treatment: to aid help the precipitation, flocculation, or coagulation of any metals and suspended solids.
- filter press to concentrate secondary solid waste after pre-treatment or alongside an evaporator
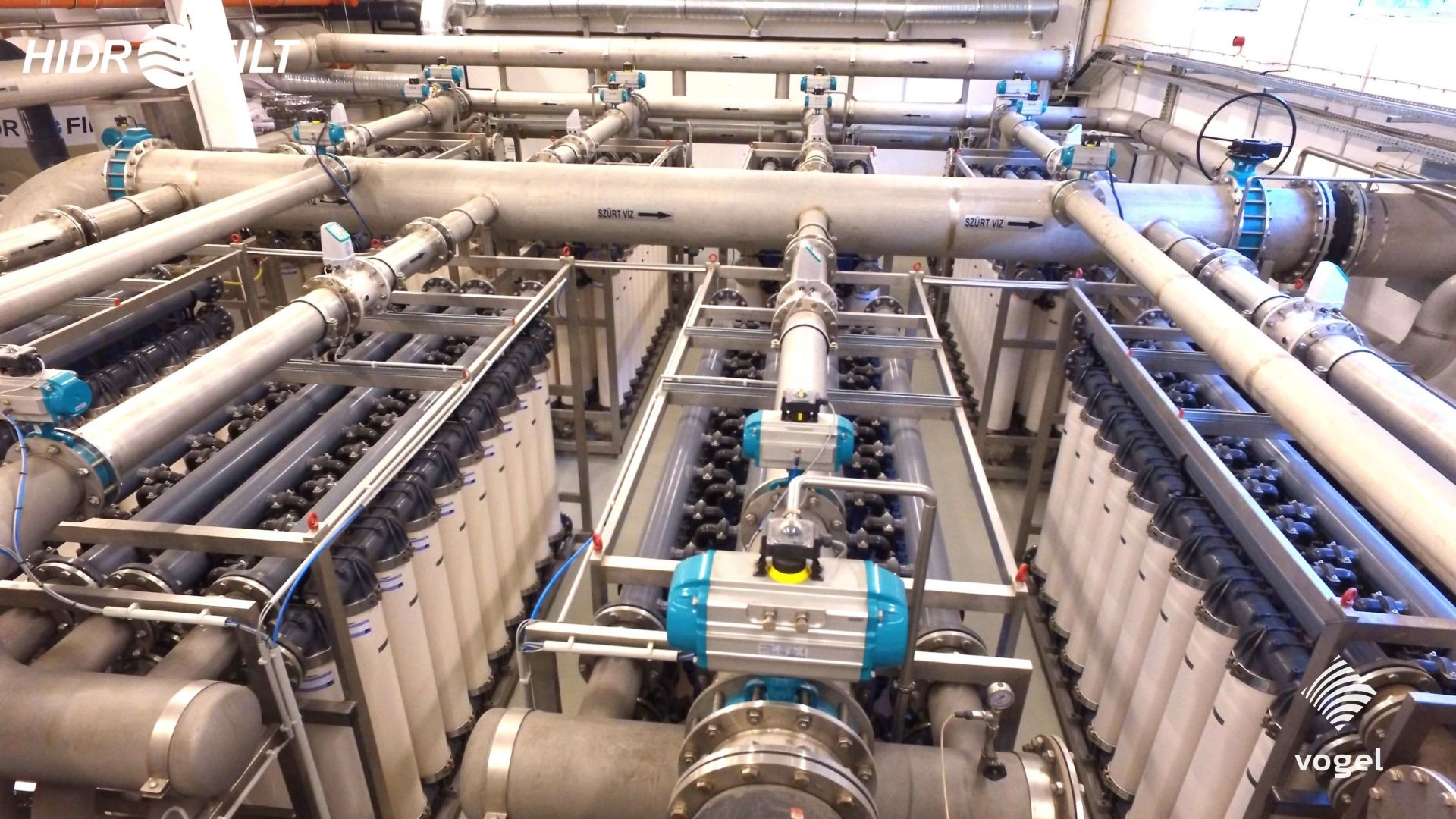
- ultrafiltration (UF) to remove all the undesirable trace amounts of suspended solids and avoid fouling, scaling, and/or corrosion at downstream treatment
- reverse osmosis (RO) to remove the bulk of dissolved solids from the wates tream in the primary phases of concentration
- brine concentrators to further concentrate the rejected RO stream (brine) or RO rejects to further reduce waste volume
- evaporator for vaporizing surplus water in the final phases of waste concentration before crystallizer.
- crystallizer to boil off any remaining liquid, leaving you with a dry, solid cake for disposal
Because of the wide range of industries that use ZLD and the several waste streams produced, ZLD is a highly customised process, needing in every case substantial engineering input from Customer’s side and from our side as well.